«La carretería es oficio
antiguo que ha ido desarrollándose a lo largo de los
siglos para adaptarse a las necesidades de una sociedad
en constante evolución. Su aséptica definición “Establecimiento
donde se construyen y reparan carros o carruajes”
esconde todo un mundo que nos habla de historia social,
económica y tecnológica. Ha vivido tiempos de esplendor
por ser imprescindibles, multiplicándose este tipo
de instalaciones, las cuales en su mayoría han sido
fruto de la actividad familiar durante generaciones».
Caballero-González y Santos-López, Talleres de Carretería.
Testimonios de supervivencia de un oficio tradicional.
VIII Congreso Virtual sobre Historia de las Vías
de Comunicación, Jaén, 2020.
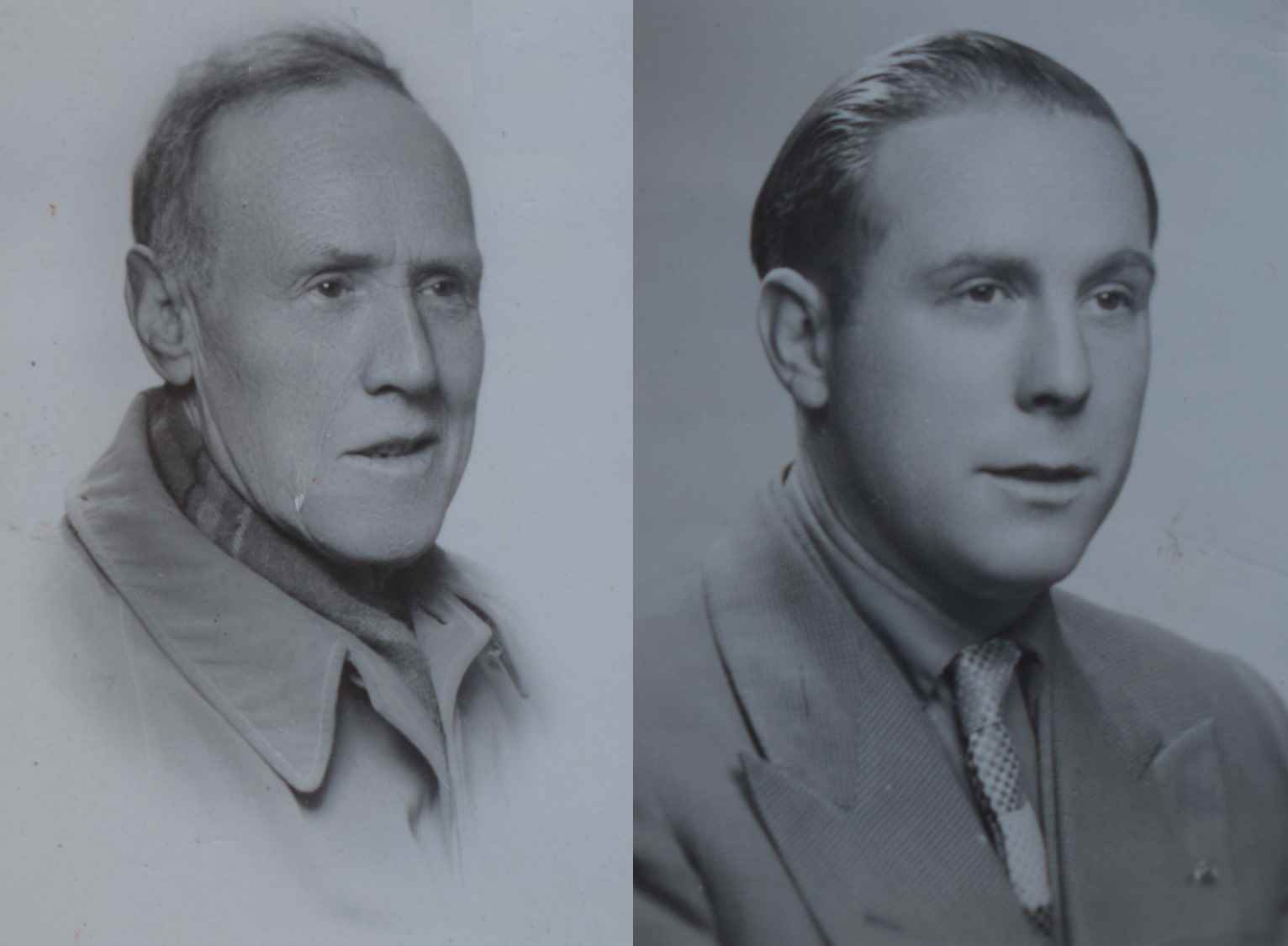
José Ferrer Altemir (Figura 1),
artesano carretero, ejerció su profesión en la Carretería
Claver y Ferrer de Barbastro, fundada por
su padre, Santos Ferrer Arcas (Figura 1), y que estuvo
en funcionamiento entre 1920 y 1971. Además, fue un
gran divulgador de su oficio y de otros aspectos relacionados
de la vida barbastrense (caballerías, ferias), colaborando
regularmente con la revista Zimbel. Precisamente
en esta revista publicó una serie de artículos sobre
la carretería y los herradores (números 9 a 17; 1983-1984).
En este capítulo se recogen las partes más significativas
de dichos artículos. No obstante, antes de regocijarnos
con las palabras de José Ferrer, iniciaremos el capítulo
con las igualmente entrañables notas biográficas redactadas
por su hijo Vicente Ferrer Novella (Figura 2).
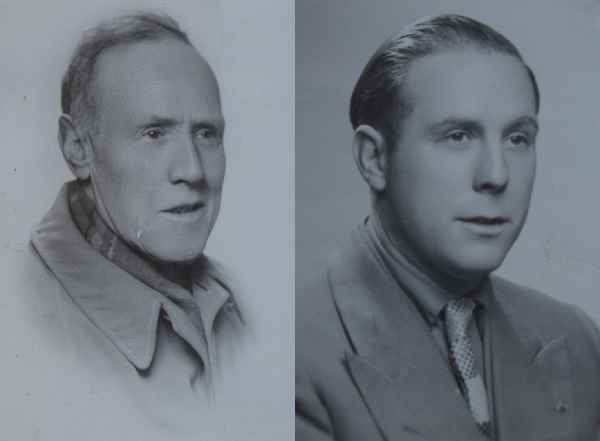
Figura 1. Santos
Ferrer Arcas (izquierda) y José Ferrer Altemir (derecha),
hacia 1957. Archivo Ferrer.
1. Dos generaciones y un
mismo oficio
Esta historia comienza en 1920,
año en el que Santos Ferrer Arcas (padre y abuelo
de los autores de este capítulo) estableció un taller
de construcción y reparación de carros agrícolas en
Barbastro, con sede en el número 38 de la calle de
Don Pablo Sahún, a la sazón su domicilio particular
e hilo conductor de la historia familiar y profesional
de los Ferrer (Figuras 2 y 3). Santos no empezó este
negocio en solitario sino que lo hizo en compañía
y sociedad con Joaquín Claver Bara, al que le unían
lazos familiares. Así se creó la empresa Claver
y Ferrer que destacó, desde el principio, por
la magnífica calidad y durabilidad de los carros construidos
en su taller.

Figura 2. Vicente
Ferrer en la carretería familiar. Archivo Ferrer.
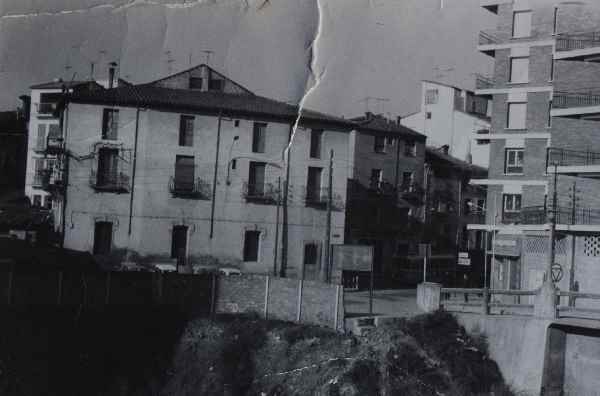
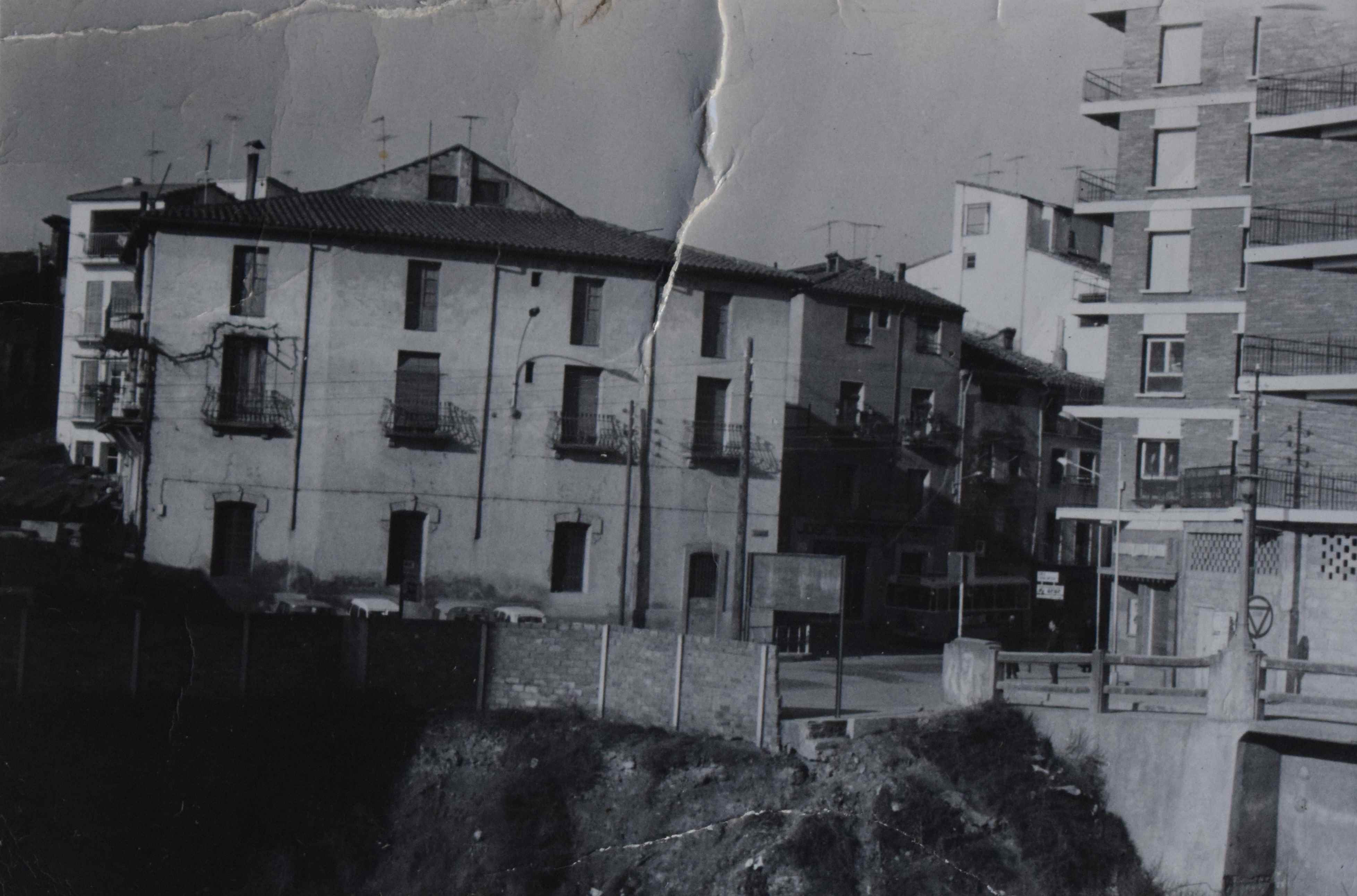
Figura 3. Ubicación
de la Carretería Claver y Ferrer, en la calle
de Don Pablo Sahún nº 38 de Barbastro, en 1970. Archivo
Ferrer.
Una de sus señas
de identidad fue la excelente calidad de la madera
empleada en los principales elementos de los carros:
(a) las varas y la caja de carga; (b) las pinas del
buje y el cubo de ruedas; (c) los radios que sostenían
su estructura; y (d) los listones de descanso del
carro (delanteros y traseros). Gran parte de esta
madera procedía de los bosques de la provincia de
Gerona, a través del distribuidor de maderas José
Casas Planas, de Sant Celoni (Barcelona). Las tradicionales
ruedas de banda de hierro o bandado se sustituyeron
en 1958 por ruedas neumáticas.
En 1961, tras el
fallecimiento del último de los fundadores, el negocio
pasó con la misma actividad y razón social a manos
de sus respectivos hijos, José Claver Altemir y José
Ferrer Altemir (nacido el 23 de agosto de 1925), primos
hermanos por parte de sus madres, y padrino y padre,
respectivamente, del autor de esta semblanza. La calidad
siguió presidiendo la actividad de la empresa y, de
hecho, en 1962, uno de los carros con las citadas
ruedas neumáticas obtuvo un diploma de honor en la
primera edición de la Feria de Maquinaria Agrícola
y Riquezas de la comarca.
Lindante a la casa
y negocio estaba la báscula municipal de pesaje, en
la que convivieron carros y vehículos a motor en perfecta
y sana armonía. También se instaló un depósito de
camiones y maquinaria del Ministerio de Obras Públicas,
hecho que preconizaba el oscuro camino que le esperaba
a la locomoción y transporte mediante los entrañables
carros (Figura 4).

Figura 4. Depósito
de camiones y maquinaria del Ministerio de Obras Públicas,
lindante con la carretería Claver y Ferrer.
Barbastro, 1970. Archivo Ferrer.
En 1971, José Ferrer
cerró definitivamente la puerta del negocio tras más
de 50 años de actividad. El fallecimiento de su socio
José Claver también contribuyó poderosamente a la
decisión del cierre de una empresa emblemática en
toda la comarca de Barbastro. No obstante, José Ferrer
siguió ligado a los hierros y maderas a través de
su trabajo como operario ferrallista (oficial de primera)
en la empresa estatal Auxini (Instituto Nacional de
Industria) hasta su cese en 1981 por motivos de salud
(Figura 5). Su jubilación definitiva tuvo lugar en
1984.
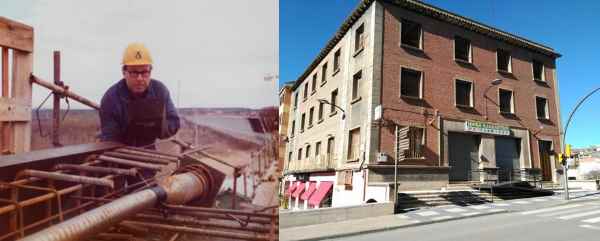
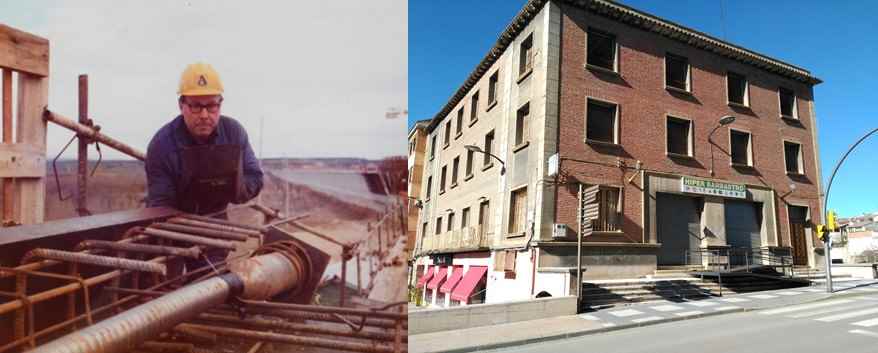
Figura 5. José Ferrer
en sus años de operario ferrallista en Auxini (izquierda).
Ubicación de las oficinas de Auxini en Barbastro (derecha).
Archivo Ferrer.
El recuerdo a José
Ferrer debe estar acompañado del que merece su esposa,
Pilar Novella Edo. Pilar nació en Estados Unidos,
en la industrial Detroit, donde habían emigrado sus
padres, Vicente y Engracia. Tras regresar la familia
a España, Pilar pasó su infancia y parte de la juventud
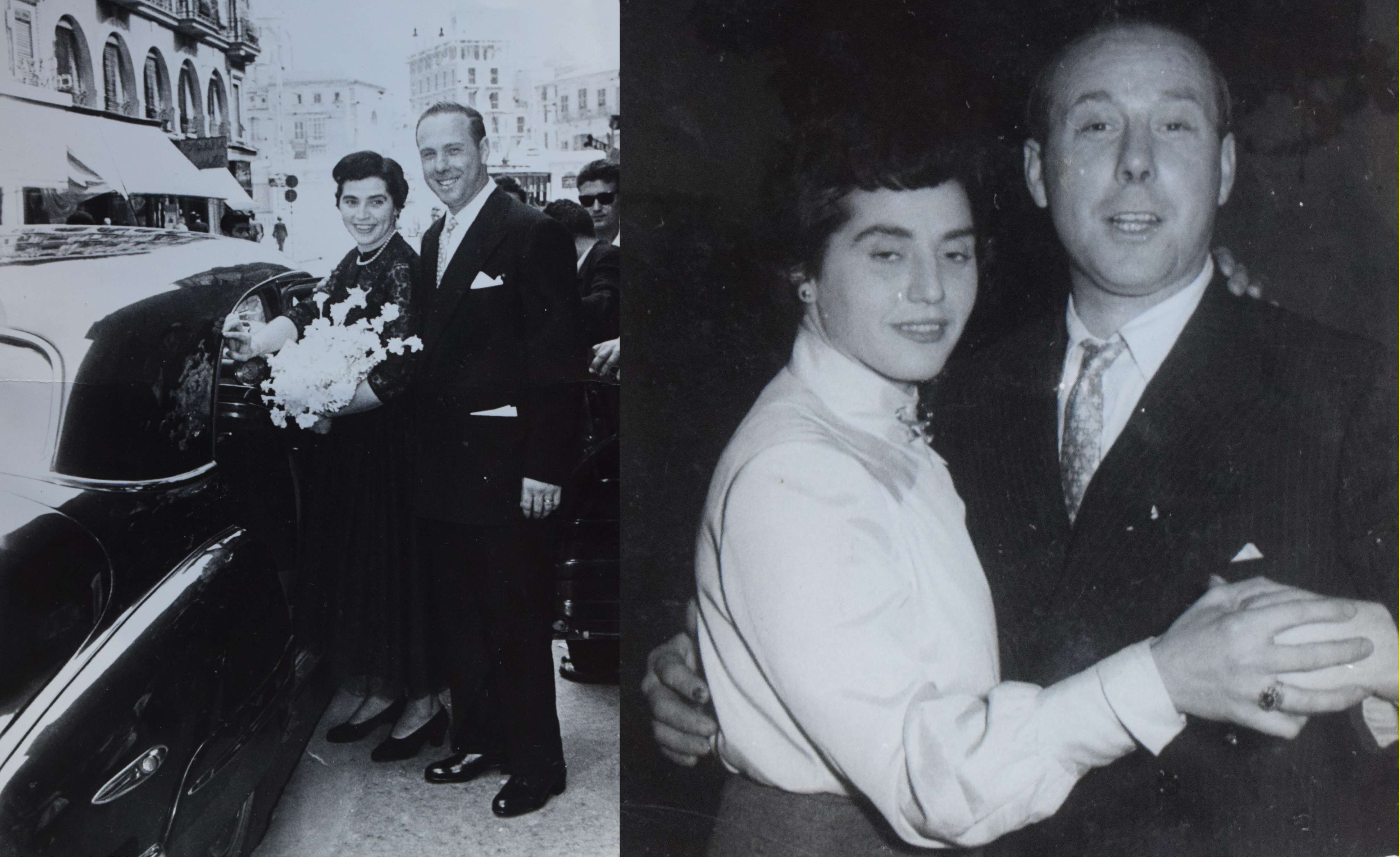
en Valencia. Allí se casó con José en 1955 (Figura
6), para continuar su vida juntos en Barbastro, de
donde nunca volvió a salir. Siempre al lado de su
esposo, Pilar puso su pequeño gran granito de arena
en pos del negocio familiar, en las siempre farragosas
tareas administrativas y de cualquier otra índole
que pudieran surgir.

Figura 6. Boda de
José Ferrer y Pilar Novella. Valencia, 31 de julio
de 1955 (izquierda). El matrimonio bailando en la
Nochevieja de 1957. Archivo Ferrer.
Finaliza aquí el
relato de Vicente Ferrer (tercera generación de la
carretería Claver y Ferrer) que, como muestra
la Figura 7, conoció el gremio familiar desde su más
tierna infancia.
A continuación,
su padre (José Ferrer Altemir) nos expone, de primera
mano y de forma póstuma, los avatares de su oficio
y de la empresa familiar, así como sus observaciones
sobre otro gremio muy relacionado y que conoció muy
bien, como era el de los herreros y herradores, tal
y como los plasmó en la revista Zimbel.

Figura 7. Vicente
Ferrer en uno de los primeros carros con ruedas neumáticas
que se elaboraron en la carretería familiar. Barbastro,
1958. Archivo Ferrer.
2. El sudor
sobre el yunque
Antes de dar comienzo
a este artículo permítaseme glosar un poco a dos personas
que llegaron a estar muy capacitadas en la materia
y que al unísono fueron las que me enseñaron a trabajar
la madera y el hierro.
Mi padre (Santos
Ferrer), que fue maestro carretero, tenía para el
oficio la sagacidad y tenacidad propia de los artesanos
de aquellos tiempos. Cuando empezó en esta artesanía,
allá por el año veinte, los recursos mecánicos eran
tan escasos que puede decirse que la madera se trabajaba
en su totalidad a mano. ¡Y vaya oficio para trabajar
la madera a mano! El serrón asturiano (manejado por
dos personas), el hacha, la azuela, la garlopa y cepillo
y las barrenas de mano (o de gusano) fueron las herramientas
primordiales para dejar un robusto olmo convertido
en los dos varales (o varas) de un carro. Ayudaban
también las pequeñas herramientas de medición y comprobación
que descartando el metro la mayoría de ellas eran
de fabricación casera. Con esa tenacidad reseñada
y un prestigio muy bien ganado, llegó a conseguir
que la Carretería de Santos tomase al menos categoría
provincial. En Zaragoza, donde había muy importantes
talleres de carretería, su nombre dentro de este gremio
empezaba a sonar. Perdóname por esta adulación padre,
pero para poder corresponder a todo lo que me enseñaste,
me veo en la obligación de tener que decir que trabajando
la dura madera que se empleaba para el montaje de
un carro fuiste... bueno, fuiste... ¡un fuera de serie!
Mi tío Joaquín,
que fue el maestro forjador, aparte de ser sagaz y
tenaz, llevaba dentro de sí algo difícil
de definir, y que creo llevaban todos aquellos que
practicaban esta especialidad. Diríase que se trata
de su otro yo, puesto que trabajando normalmente y
fuera de la fragua eran trabajadores como los demás.
Cuando se abocaban a la fragua ya encendida y la sangre
les empezaba a bullir, aquello pegaba un giro de ciento
ochenta grados. Si trabajaban en solitario (piezas
pequeñas) ellos se lo guisaban y ellos se lo comían.
Si el trabajo necesitaba de dos mallos para recoger
la calda y ésta no salía correcta, es cuando
amanecía el otro yo y allí se armaba la de Troya.
Como director de una reducida orquesta, lo que nunca
supiste perdonar fue que alguien de los que mallábamos
no siguiésemos la indicación de tu batuta (el martillo)
y colocásemos la boca del mallo donde quería caer.
Esto motivaba que el rechinar de tus dientes, acompañado
de algún taco fuerte, se oyese a muchos metros
de distancia.
El sudor era tan
copioso que la mayoría de las veces casi llegaba a
cegarte. Tus brazos, delgados pero muy nervudos, rimaban
muy bien con tus manos plagadas de quemaduras y quebrajas.
Fueron un símbolo de trabajo duro para todos aquellos
que tuvimos la suerte de recibir enseñanza tuya. Todas
estas cualidades (de las que alguna heredé de ti)
me llevan a decir de tu persona lo mismo que dije
de mi padre: ¡fuiste un fuera de serie trabajando
el hierro candente!
Que conste que tanto
lo que digo del maestro carretero, como lo que digo
del maestro forjador ni es adulación ni nada que se
le parezca, es simplemente la verdad pura y limpia
de dos grandes artesanos que supieron serlo.
El carro, como muchos
de los inventos primitivos, ya va cimentado sobre
otro invento que puede catalogarse como uno de los
más grandes de todos los tiempos: la rueda. Creo que
buscar el origen de la primera rueda o de su inventor
será tarea muy ardua. Por lo tanto, memoricemos un
poco y demos categoría bien merecida a ese alguien
que un día memorable tuvo la inspiración de hacer
algo que milenios y milenios más adelante
sería el arranque de muchas de las hazañas
e inventos más sensacionales que ha conocido la Humanidad.
3. Mazadas
de media vuelta
La rueda del carro
constituye un conjunto de piezas vital para poder
garantizar que éste pueda soportar la presión de la
carga (Figura 8). No es que el resto del carro carezca
de importancia, la tiene y mucha. Se trata de que
en la construcción de las ruedas hay que tener un
algo muy personal. Un algo que sólo puede
adquirirse a lo largo de los años y que da una talla
y un prestigio para el artesano, que sólo aquellos
que han confiado en su honradez profesional pueden
valorar. Otra cosa fundamental para que la rueda salga
perfecta y sin fallos es la calidad y secado de la
madera, de la cual están hechas las diferentes piezas.
La rueda podía construirse en número de 12 a 18 radios.
En nuestra carretería el número fue siempre invariable:
16 radios. Con ocho pinas y un cubo, más tres cercillos
de pletina, un guardapolvo y la llanta -que podía
ir de 40 x 12 mm (carretillas de mano) a 60 x 30 mm
(ruedas traseras de galera)- las veintinueve piezas
que con alguna excepción constaba cada rueda.

Figura 8. La rueda,
elemento fundamental del carro. Archivo UCM.
La faena de enrayar
era algo digno de llevar a los lienzos. ¡Qué belleza
de ejecución y qué precisión en los golpes! Era precisamente
ahí cuando el maestro carretero empezaba a dar a la
rueda cuerpo y alma. Los cubos eran de madera
de fresno del país, con un secado mínimo de diez años.
Se hervían durante cuatro horas y a base de golpes
de mallo los 16 radios quedaban alojados en su sitio.
La rueda, en posición vertical, se apoyaba contra
un banco (que era donde se colocaba el que mallaba)
y se sujetaba entre tres. El maestro manejaba dos
trancas de madera que eran las encargadas de dejar
el radio completamente perpendicular y con la inclinación
(o broquel) correcta. Por regla general los últimos
radios de cada rueda se ponían muy rebeldes para bajar.
Era entonces cuando entraba en acción mi tío Joaquín
(maestro forjador), pues tomando el mallo de siete
kilos y mallando a la media vuelta (especialidad
que nadie tuvimos salero de practicar) conseguía el
propósito. Para mí, que era el que controlaba las
señales de profundidad de los radios, hubiese sido
nefasto que mi tío herrase el golpe, pues, aunque
no se trataba de colocar el mallo en la cabeza de
un alfiler, el objetivo a cubrir tampoco era muy amplio
que digamos: unos cuatro centímetros en cuadro. Con
esa media vuelta el mallo cogía una fuerza
tremenda, y solamente una confianza ciega en él, que
lo manejaba, me permitía permanecer en mi puesto de
trabajo.
Después del enrayado
se colocaban en el secadero, donde permanecían el
tiempo suficiente para que el cubo expulsase el agua
que había cogido en el prolongado hervido. Cuando
esto se llevaba a efecto, puede decirse que los radios
con el cubo formaban una sola pieza. Para su terminación
y desde el centro del cubo, se trazaba con el compás
el alojamiento de las pinas. Una vez colocadas se
procedía a trazar la circunferencia definitiva. El
herrero tomaba la rueda terminada y empezaba su labor
de ajustarle la llanta correspondiente.
Cuando yo empecé
en el oficio todavía se soldaban las llantas a
calda. ¡Aquello sí que era demasié!
¡Era cuando el maestro forjador se encontraba a sí
mismo! Si la llanta era gruesa (podía ser una 60 x
30 mm) y ya en forma de aro, se necesitaban cuatro
personas (contando el forjador) para sacarla de la
fragua y colocarla en la base del yunque. Aunque estaban
dos mallos preparados, era solamente uno el que recogía
la calda. Después de los primeros golpes
(que eran los verdaderos y muy rápidos) se
pasaba al martillo pilón, donde quedaba terminada.
4. Morados
y patatas asadas
También esta escena
artesanal tenía su belleza plástica. La base
de esta plasticidad creo se la daba el fuego, ya que
al mismo tiempo que era el encargado de poner el hierro
a punto de fusión, dejaba la piel tan reseca que las
gotas de sudor, al resbalar sobre ella, marcaban unos
brillantes surcos que daban a los rostros apariencia
fantasmagórica. En la siguiente operación (para dejar
la rueda terminada) también era el fuego el principal
componente. Se trataba de calentar las llantas por
lo menos a un rojo naranja y colocarlas en las ruedas.
Se colocaba ésta sobre cuatro pilones de madera de
unos cincuenta centímetros de altura y muy bien sujeta
por su centro con un husillo roscado. El aro (también
llamado bandao) se hacía 25 milímetros más
corto que la totalidad de la circunferencia de la
rueda. Si se calentaban bien no existía ningún problema
pero, si se sacaban morados (a medio calentar),
la cosa cambiaba mucho. No habían dilatado lo suficiente
y había que echar mano de los gatos, para entrarlos
en sus respectivas ruedas. Lo peor de todo y más insufrible
era el humo que se producía, al contacto del hierro
caliente con la madera.
La operación denominada
dar tirante consistía en cambiar piezas rotas
de las ruedas (pinas o radios), poner el aro a medida
(siempre con sus 25 mm de fuerza) y colocarlo
en caliente. El enfriado de éste tenía que hacerse
con mucha rapidez, pero también con mucho tacto, ya
que no era muy conveniente que la madera se quemase
en demasía. Mientras unos dejaban las pinas bien igualadas
y daban dos tandas de golpes frente a cada radio,
otros, y con sendos pozales de agua, conseguían una
labor perfecta, pues, aunque no lo parezca, hasta
para echar el agua sobre el aro (fuese nuevo o viejo)
había que tener cierta experiencia y oficio.
Cuando quedaban
un par de aros por colocar, alguien se preocupaba
de sacar un poco de rescoldo y envolver con él unas
pataticas no muy grandes, que a la terminación
de la faena y acompañadas de un suculento tinto de
Salas Altas o Bajas, compensaban en mucho los malos
momentos pasados dando tirante. Tengo que
referir que, aunque nuestra clientela en el Somontano
fue muy amplia, Salas Altas y Salas Bajas se llevaron
la palma. Son los pueblos donde la Carretería Claver
y Ferrer colocó más carros. También recuerdo
con nostalgia aquellas encubadas que se hacían en
la década de los cuarenta en la bodega que teníamos
en el mismo taller. ¡Qué vinos se artesanaban
entonces! Poníamos vino pa tol año y, aunque
en alguna ocasión llegó de Bespén, la mayoría de las
veces bajó de una de las dos Salas.
5. Sotabragas
y meriñaques
La armadura del carro
(escalera) se empezaba a preparar con sus
dos varas, sus dos topos (donde iba alojado el eje),
dos contrapiernas, dos varandas, travesaños y palmillas
de unión, tabla delantera y rabera, y los
teleros correspondientes a la longitud de la escalera.
Tanto las varas (donde iba colocada la caballería)
como las varandas llevaban refuerzo de barras de pasamano
roblonadas entre sí. Cuando el maestro forjador empezaba
a sentar los contratirantes que él mismo
había forjado podía decirse que el carro estaba ya
a medio hacer. Se colocaban los bujes en las ruedas
(yo tardé muchos años antes de que mi padre me permitiese
realizar este trabajo), se montaban éstas con el eje
y se procedía a darles pisa. Como los ejes
venían torneados y, por lo tanto, completamente rectos
entre puntos, había necesidad de darles punta
a las dos mangas (o mangones) para que así las ruedas
quedasen con la pisa correcta. A continuación,
se colocaba el eje con las ruedas sobre los topos,
y era el maestro carretero el que hacía las mediciones
y marcas para la fijación definitivo de éste. Después
de fijado el eje a los topos, con dos trozos
de pletina acoplados en caliente y que llamábamos
sotabraga, el maestro forjador empezaba a
preparar la máquina o dispositivo de freno.
Este sistema se componía de tres piezas vitales: la
barra de zarpas (donde se fijaban los zoques
o zapatas), la barra sable (que era la que
empujaba a ésta) y la maneta, que era la encargada
de poner en movimiento todo este sistema de freno.
A mi tío Joaquín
le gustaba como buen artesano que era, el lucirse
con sus piezas de forja, pero cuando empezaba a forjar
una maneta de freno, yo creo que se superaba a sí
mismo para conseguir superar la anterior, ya que fue
una de las piezas del carro que siempre trabajó con
más interés y esmero. Decía que lo primero que un
cliente tocaba de un carro cuando iba a ojearlo
era la maneta, y que si esta le gustaba lo compraba.
Esta pieza, pues, con el meriñaque (protector
de la caballería de varas) y el subidor (también creación
de mi tío) eran marchamos que identificaban
con rapidez la procedencia del carruaje. Cuando se
daba vuelta al carro, quedando en su posición
normal, al forjador le quedaba muy poco trabajo en
él. Se ajustaban y colocaban en primer lugar los tableros
ladillos, a continuación, los planos;
después las porteras (quedando el carro convertido
en un amplio cajón) y, finalmente, el tablero de bolsas.
A continuación,
venía la faena más dulce y agradable de todas: la
pintura. Aunque era creencia que el plastecido (o
enmasillado) se hacía para tapar faltas,
nada más distante de la realidad. La mayoría de la
madera empleada (fuese encina, olmo, fresno o el pino
o chopo de los tableros) llevaba sus grietas naturales
y sus tanos. Como sea que el carro estaba
siempre propenso a mojarse, si estas grietas o tanos
no se tapaban, el agua al llover penetraba por ellos,
y allí se quedaba alojada produciendo en la madera
el consabido deterioro. Era por eso pues que se daba
plaste: no para tapar defectos de construcción,
sino para proteger la madera. Después de un buen lijado
se daba la primera mano a base de minio naranja. Cuando
ésta había secado bien se daba la segunda de esmalte
rojo bermellón, color que invariablemente siempre
se empleó en los carros de nuestra fabricación. Para
finalizar quedaba el fileteado, que tampoco tenía
variación en los colores: azul o verde en las rayas
gruesas y amarillo canario en las finas. Hasta el
año 36 fue mi hermano Pablo el encargado de filetear
(o adornar) los carros nuevos. De la posguerra en
adelante me tocó a mí este, digamos, pequeño honor.
El día que se entregaba
un carro nuevo, había un poco de revuelo
entre la oficialidad joven. Se esperaba una propinilla
por parte del propietario. Algunas veces (las menos)
fallaban los cálculos y todo quedaba en un: ¡otra
vez será! Recuerdo con complacencia la forma de hacer
los tratos y ajustar el precio y fecha de entrega
del carruaje. Yo no vi en ninguna ocasión tener que
recurrir a ninguna clase de documento para darle solvencia
al trato. ¡Cuánto valor tenía hace cuarenta años la
palabra de un hombre! (Figura 9).
Como ya comenté,
la calidad y el estado de la madera que se empleaban
en la construcción de un carro era tan importante
que de ello dependía que llegase a viejo o bien quedara
destartalado entre las embarradas roderas de un camino.
Si descontamos un poco de encina catalana (para los
radios de las ruedas), que invariablemente comprábamos
en la provincia de Gerona, el resto de la madera para
obra procedía toda de nuestra redolada. Las
cortadas de árboles (en su mayoría olmos) solía hacerse
(preferentemente) en el mes de enero, o bien en el
de agosto, coincidiendo con su correspondiente mengua
lunar. Se cortaban también cantidad de chopos, y ya
menos, fresnos, litoneros, alguna acacia, algún que
otro platanero y todo aquel árbol cortable que entrase
en el lote comprado. Todo esto bajo control y un permiso
o autorización del Patrimonio Forestal del Estado.
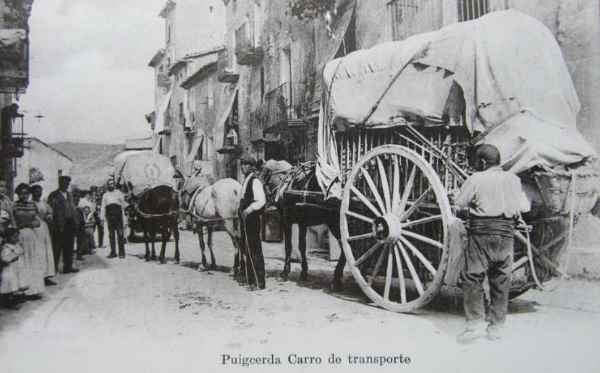
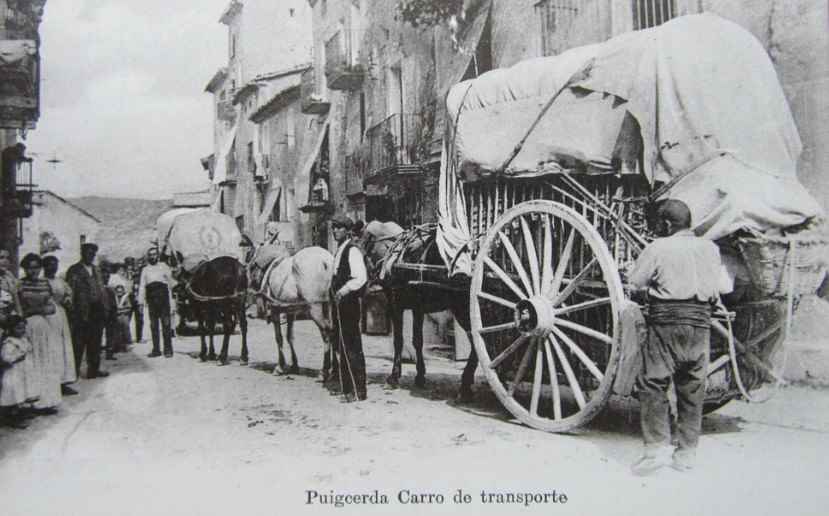
Figura 9. Arrieros
de Puigcerdá con un carro similar a los que se elaboraban
en la carretería Claver y Ferrer de Barbastro
para los que se dedicaban a este oficio. Tanto la
palabra de los constructores de carro como la de los
arrieros eran sagradas. Tarjeta postal. Archivo Juan
M. Rodríguez.
El tirar árboles
era un trabajo muy penoso y mucho más para la gente
joven que todavía no estábamos avezados a estas duras
faenas. Desde que se hacía la cata en el
tronco (a golpe de hacha y para orientar su caída)
hasta que se apilaba convertido en tablas y tablones,
se pasaban muchas penalidades y fatigas, aunque fuésemos
bien pertrechados y nuestra herramienta de corte preparada
como navajas barberas. Cuando había que atar algún
árbol para que no cayese a la finca lindante o al
sembrado, siempre era mi tío Joaquín (el maestro forjador)
quien, trepando como una lagartija, dejaba la cuerda
bien atada en lo más alto del árbol. De cada cien
veces, noventa y nueve éste caía donde había dispuesto
el que le había quitado la vida. Ya en el suelo, y
como gigante abatido, se procedía a limpiar o escamalar
su tronco, a trocearlo a medidas convenientes y arrastrarlo
con caballerías hasta el punto más cercano de cargue.
También las pinas
(o curvas) para las ruedas solían prepararse
para esa época invernal. Se hacían de gruesos troncos
de encina (o carrasca), cuya madera había
enrojecido con facilidad al paso de los años.
Reflejaré un secreto
(que nunca fue secreto) de los muchos que tiene una
artesanía para conseguir éxito y prestigio. En nuestros
talleres nunca se trabajó la madera sin un mínimo
de tres años de secado natural. Un último apunte con
relación a la madera: la que más rápidamente seca
después de cortada, el chopo; la que lo hace con más
lentitud y llega a costarle muchos años, el olivo.
Mecánicamente (y
es un orgullo poderlo decir) estábamos a la altura
de los mejores talleres de Aragón, tanto en la parte
metalúrgica como en la madera (Figura 10). La herramienta
y útiles manuales en consonancia con la mecánica.
Todos los días y al finalizar la jornada, se recogía
la herramienta. Si por cualquier causa faltaba alguna,
no se plegaba hasta que aparecía esta. Los sábados
(según como había ido el trabajo) se limpiaba un poco
el taller y las máquinas.
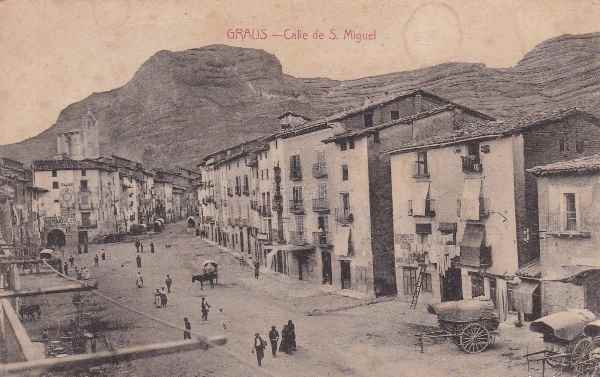
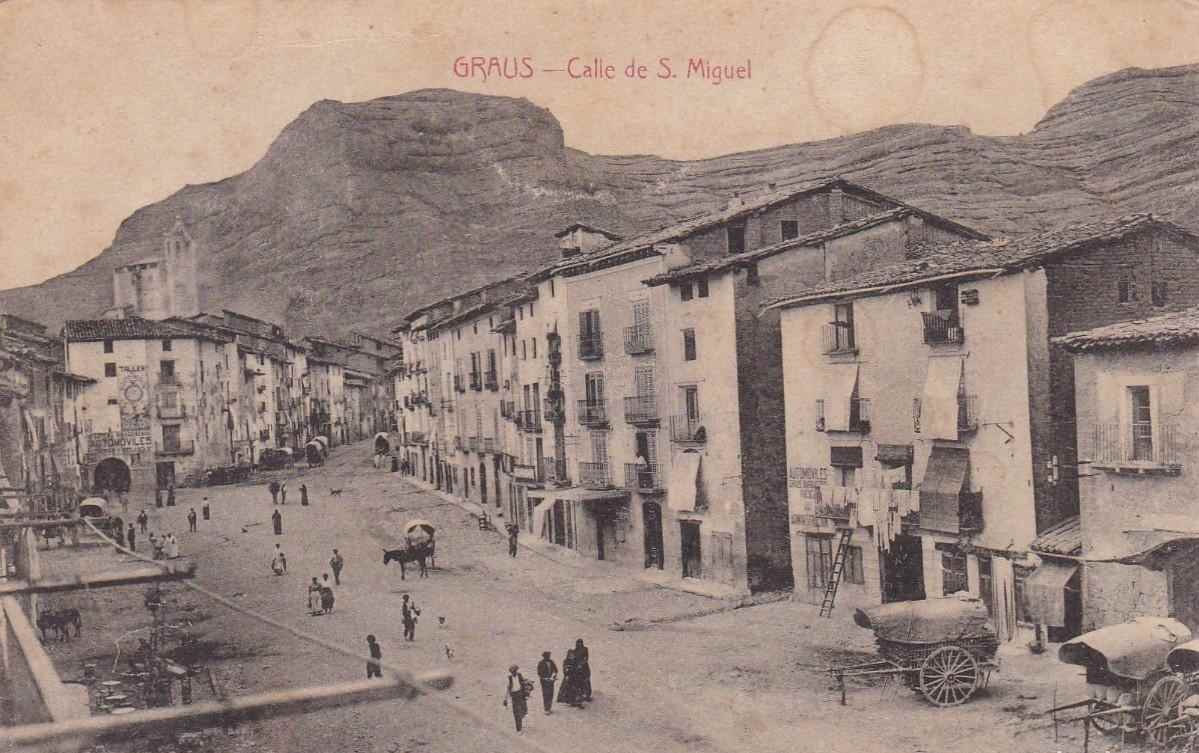
Figura 10. Los carros,
elemento clave en la vida cotidiana de hace unas décadas.
Calle de San Miguel de Graus. Tarjeta postal. Archivo
Juan M. Rodríguez.
6. Desbastando
con tupí
En carretería, la
herramienta primero y después la maquinaria de corte,
fueron el aliado más preciado para sacar esta artesanía
adelante. También hay que decir que la madera que
se trabajaba no era ni por mucho tan blanda y noble
como la empleada en carpintería u otras artesanías
en madera. Una pina de encina o carrasca
vieja con cuatro años de secado, si las cuchillas
de la cepilladora no andaban finas, producía al ser
cepillada una vibración que te reventaba los brazos.
El repasado de las pinas de una rueda, por la posición
del cuerpo y por la dureza de la madera, se convertía
en una faena muy odiosa. Solían dejarse (cuando se
regruesaban) cinco o seis milímetros más anchas que
la llanta. Primeramente, con la garlopa y después
con el cepillo de contrahoja se dejaban las caras
muy bien terminadas. Entre radio y radio el igualado
de la pina se hacía con una pasada de escofina basta,
dando otra con la fina y terminando con la cuchilla
de alisamiento. Esta dura faena fue suprimida gracias
a un acoplamiento que hicimos para la tupí horizontal,
lo cual suavizó en mucho este penoso desbastamiento,
a la vez que dejaba las dos caras de las pinas terminadas.
¡Cuántas y cuantas gotas de sudor nos evitó el invento!
7. Gremios
y universidades
Me he preguntado
algunas veces qué serían en la actualidad aquellos
sistemas de aprendizaje. Creo que para aprender un
oficio no hay nada más idóneo que caer en las manos
de un buen artesano sea de la rama que sea (Figura
11).
El famoso refrán
la letra con sangre entra es del todo descabellado
e inhumano. Ahora bien, tampoco se debería olvidar
que en un aprendiz resulte peligroso darle una categoría
que solamente por su edad le corresponde. Aquí, el
sistema social creo que pegó un buen patinazo. Si
un patrón o un artesano toma a un aprendiz y lo legaliza
como las Leyes disponen en materia de seguros, ¿qué
más se le puede exigir? Si unos pagan por hacerse
médicos o ingenieros, ¿por qué otros cobran mientras
aprenden a ser buenos fontaneros o albañiles? ¿Es
que la enseñanza que departen los maestros artesanos
a sus aprendices no es tan válida como las que dan
los catedráticos a sus alumnos? En todas las Ciencias,
Artes y Oficios se manejaron y manejan herramientas
de más o menos corte, o de más o menos responsabilidad.
Todas ellas merecen (en especial las de corte) un
trato muy especial por parte de quien las maneja.
Una de las cosas que primeramente se debe inculcar
a un aprendiz es que tenga una visión clara de lo
que supone una herramienta bien arreglada. Hay que
enseñarle a tratarlas con verdadero mimo (aunque en
algunos oficios resulte desagradable y pringoso) ya
que una herramienta en buenas condiciones de uso evita
mucho esfuerzo físico, saca el trabajo mejor terminado
y demuestra, sin lugar a duda, que el que la está
manejando tuvo un aprendizaje correcto.
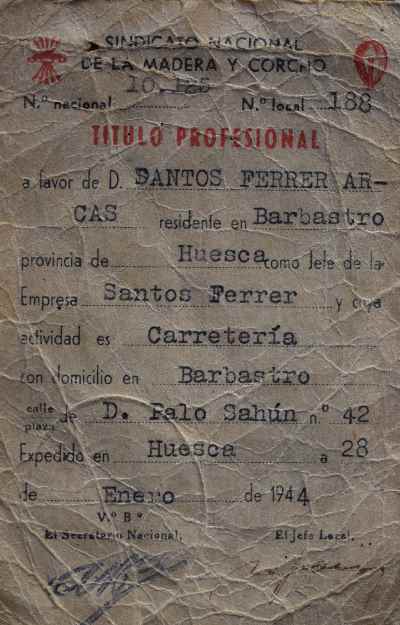
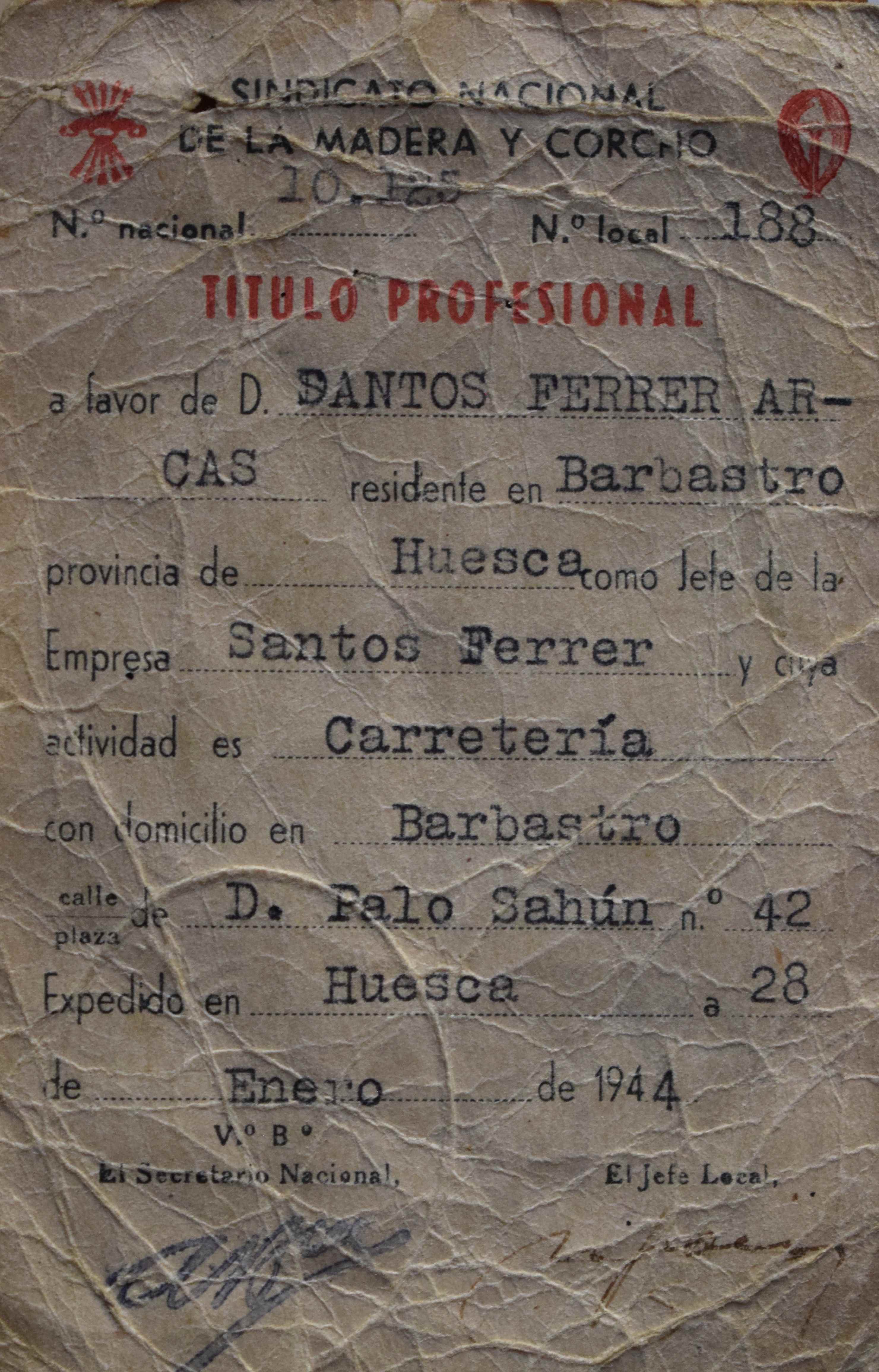
Figura 11. Título
profesional para la actividad de carretero otorgado
a Santos Ferrer Arcas por el Sindicato Nacional de
la Madera y Corcho (Huesca, 1944). Archivo Ferrer.
8. Epílogo
de la Carretería
En abril del 52 fallecía
mi tío Joaquín. Puede decirse que le sorprendió la
muerte cuando menos la esperaba. Estando en el martillo
pilón estirando un eje viejo para convertirlo en llanta
de 45 x 20 mm, un derrame cerebral terminó con su
actividad profesional. Nos costó Dios y ayuda para
poderlo arrancar del taller. A las doce horas
fallecía. Tuvo la suerte de morir sin darse cuenta
de que se moría, y también sin conocer el eclipse
total que tuvieron los carros con llanta de hierro
años más tarde. En marzo del 61 lo siguió mi padre.
Estando trabajando en la sierra de cinta se encontró
indispuesto. Le ayudé a subir al piso, y nada más
descansar la cabeza sobre la almohada de su cama,
dejó de existir. En diciembre del 71, y a causa del
fallecimiento de mi primo hermano meses antes, se
cerraron definitivamente, y como taller, las puertas
de un reducido imperio que 55 años atrás había sido
fundado por hombres con ganas de trabajar.
Dediquemos un cariñoso
recuerdo a todos aquellos grandes artesanos entre
los cuales se encuentra mi padre (maestro carretero)
y mi tío Joaquín (maestro forjador). Descansen en
paz. Para aquellos que ya jubilados se encuentran
entre nosotros, ¡mucha salud! ¡años para disfrutarla!
Y un fuerte abrazo que en particular hago extensivo
a D. Jesús Gil Beltrán, maestro carretero ya jubilado
y residente en Daroca.
9. Herradores
y herreros-herradores
No confundir herrero
con herrador o ferrador; el herrero –manipulador
del hierro caliente–, puede ser también herrador (quien
pone las herraduras). Los herradores son otra clase
de artesanos perdidos. Los herreros-herradores o ferradores
de oficio (Figura 12) tienen la ventaja que dominan
ambas cosas; saben forjar la herradura y saben cómo
colocarla en cualquiera de las cuatro patas del animal.
El que suscribe, dominando un poco la forja, no ve
ningún inconveniente en poder dejar a pie de yunque
una buena serie de herraduras terminadas; pero, de
su colocación, nada de nada.
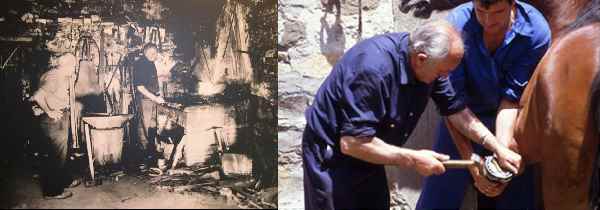
Figura 12. Manuel
Oliván, un buen ejemplo de herrero y herrador. A la
izquierda, trabajando en su herrería de Fiscal; a
la derecha, herrando una caballería en la misma localidad.
Fuente: Eugenio Monesma.
Aunque mi tío Joaquín,
que fue mi maestro en forja, ya me había contado mucho
de su aprendizaje como herrador, quiero, y de la mano
de un buen maestro, adentrarme un poco más en esta
milenaria artesanía. Se trata de Manuel de Antonio,
herrero-herrador que, aunque sigue en activo, está
ya a punto de jubilarse. También recibió enseñanza
y aprendizaje de su padre, que en su día fue lo mismo.
Jamás he puesto en duda que en la actualidad no existan
tan buenos artesanos como a principios de siglo (Figura
13); los hay y los seguirá habiendo, pero ¡ojo!, seamos
un poco cabales y, aunque las comparaciones sigan
siendo odiosas, demos un poco más de categoría (la
verdad, ¡se la merecen!) a todos aquellos artesanos
que se empezaron a forjar allá por el 1900.
Las condiciones de trabajo, la escasez de comida y
dinero, la falta de materias primas y muchas pegas
más, hacían de los aprendices de herrero (y de otras
artesanías también) verdaderos mártires de una situación
de hambre y miseria rayando ya en lo caótico. Sin
hierro aparente y sin carbón mineral, malamente se
podían forjar herraduras, y sin embargo... ¡se hacían!
Se empleaba cualquier trozo de hierro y, a base de
martillazos y caldas, se conseguían “unas gordas”
para adquirir media docena de sardinas de cubo. De
lo que mi tío Joaquín nos relató en infinidad de ocasiones
sobre las estrecheces pasadas en su aprendizaje,
había situaciones tan jocosas que te hacían reír,
otras, sin embargo, por su carencia de humanidad y
desprecio a todo aquello respetable, se convertían
en el reverso de la moneda: ¡daban ganas de llorar!
Hagamos pues como hizo aquél, corremos el telón y
deseemos que tiempos tan crueles y amargos nadie tenga
la desgracia de volver a conocerlos. ¡Que así sea!

Figura 13. El herrero
de Agüero, otro buen ejemplo de este oficio tradicional.
Fuente: Eugenio Monesma.
Otra época muy mala
para los herreros-herradores fue nuestra pasada posguerra.
El motivo no era otro que la escasez de hierro. También
nosotros y en nuestros talleres de carretería sufrimos
las consecuencias. ¡Cuántos y cuántos ejes de carro
(ya usados) pasaron por la fragua y martillo pilón
para quedar convertidos en llantas para ruedas! Los
herradores seguían sacando las herraduras de donde
podían. La calda seguía siendo una de las salidas
más airosas, puesto que, siguiendo este proceso, hasta
de dos herraduras viejas y gastadas se conseguía una
nueva. Cuando el estraperlo estaba en pleno auge era
más fácil conseguir recorte de chapa para forjar herraduras
en cualquier establecimiento, que no en un almacén
de hierros. Eran fenómenos de época, ya que mi padre
y mi tío Joaquín, y en un bar de Bilbao, compraron
y pagaron (sin ver la mercancía) una buena cantidad
de hierro para el herraje de los carros.
Cuando el herrador
dispuso de herraduras estampadas (nunca igualables
a las forjadas en terminación) su penoso quehacer
se dulcificó un poco. El oficio de herrador (y por
la posición en trabajo) era muy similar al de hortelano.
Quizá no doblase tanto la espalda como éste cuando
cuidaba de sus planteros, pero manejando el bujamante
(pujavante) y colocando herraduras su columna iba
cogiendo también arco. Si de viejos murieron
los dos, el uno manejando el jadico y el
otro el martillo, los grados de inclinación
debieron de ir muy igualados. Aunque cada maestrico
tiene su librico, la técnica de herrar creo que
se presta poco a variaciones. Puede ser que la rapidez
(haciendo con corrección todas las manipulaciones
a realizar) sea lo único que pueda distinguir a un
herrador de otro. Según manifestaciones de Manuel
de Antonio en una jornada de feria de las pasadas
de septiembre (era cuando más caballerías se herraban,
para sacarlas bien guapas al ferial) él sólo,
y con la colaboración de un ayudante, se ajustaba
y colocaba 150 herraduras. Claro, entonces Manolo
se doblaba como un junco y tanto sus brazos como el
resto de su cuerpo tenían una vitalidad de treinta
años. Esta marca de colocación viene avalada por lo
hablado recientemente con mis amigos de Alfamén (Zaragoza),
los hermanos Sánchez Pérez (Ramón y José) que, habiendo
sido herradores de profesión, llegaban a calzar
cada uno diez patas a la hora. En plan de apuesta,
y llevando una buena soba (exclamación netamente
aragonesa), podían llegar a doblar el número de herraduras
colocadas.
Según apreciaciones
de los entendidos en la materia, la herradura burrera
era la que más males acumulaba: mal de hacer (debido
a su reducido tamaño). Mal de colocar (el casco del
asno es el más flojo y deficiente de los de su raza
ya que muchas veces hay que fijar la herradura sin
poder emplear clavos. Mal de cobrar (el que andaba
labrando con un par de burretes … ¡bueno!,
es de fácil comprender). En la herradura normal había
diferentes formas para su forja. Según el trabajo
o especialidad a realizar por la caballería, así tenían
que ser. Las herraduras para bueyes y vacas y debido
a su casco partido, tienen más complicación en su
forja y colocación que las nombradas anteriormente.
Hay que añadir a esto que el casco de la raza vacuna
(para planearlo con el pujamante) es mucho
más duro que el de la solípeda. Son las bestias de
tiro las que inocentemente y con su casi anulación
en las faenas agrícolas y de transporte, sentenciarán
sin querer a una artesanía que durante siglos y siglos
estuvo en auge y que inexorablemente ha iniciado su
declive.
10. Bibliografía
Ferrer, J. 1983.
La Carretería. Zimbel 9: 10-11.
Ferrer, J. 1983.
La Carretería. Zimbel 10: 11.
Ferrer, J. 1983.
La Carretería. Zimbel 11: 11.
Ferrer, J. 1984.
El herrador (ferrador) y sus directos beneficiarios
(1). Zimbel 16: 10.
Ferrer, J. 1984.
El herrador (y 2). Zimbel 17: 10.
Ferrer, J. 1999.
Carreteros y carreros. En: Huesca: Carros y caballerías.
El transporte de tracción animal, pp. 9-24. Diputación
de Huesca.